- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

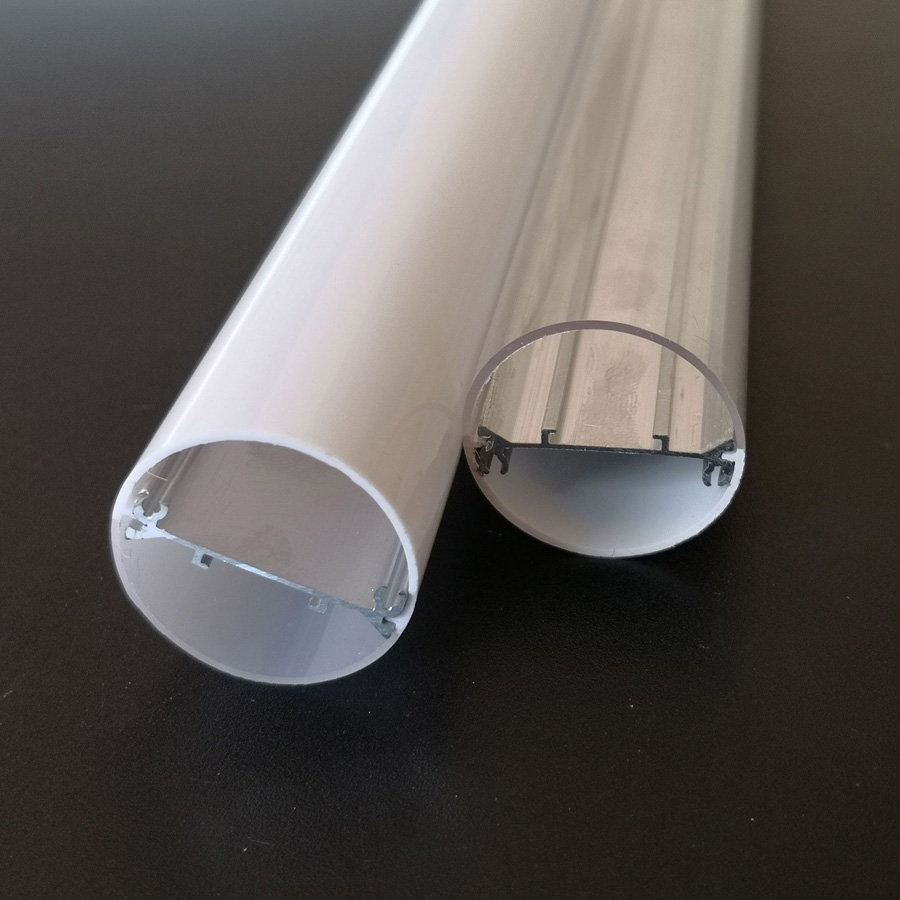
Выбор корпуса из алюминиевого профиля для светодиодов
ВыборКорпус светодиода из алюминиевого профиля
В настоящее время большое количество корпусов алюминиевых профилей по-прежнему формируется методом токарной обработки, что связано со сложностью изготовления штампов для холодной экструзии. Следует отметить, что углы и резьба корпуса из обработанного алюминиевого профиля должны быть закруглены, чтобы избежать острых краев и заусенцев. В то же время в конструкции накатки соединительного кольца корпуса алюминиевого профиля не должно быть максимально возможного использования тканевых рисунков. Накатанные части гальванических деталей, обработанные накаткой с тканевым рисунком, неизбежно подвергаются коррозии в испытании на воздействие соляного тумана. Условно говоря, прямое соединительное кольцо с накаткой намного меньше подвергается коррозии в испытании на воздействие соляного тумана.
Качество корпуса алюминиевого профиля в основном зависит от качества алюминиевого профиля. На самом деле, еще одним важным фактором является формование корпуса из алюминиевого профиля. Формование корпуса из алюминиевого профиля определяет качество корпуса из алюминиевого профиля.
1. Качество поверхности
Материал корпуса алюминиевого профиля изготовлен из высококачественного сырья с высокой технической точностью, а поверхностный слой и внутренний слой кажутся гладкими и ровными. Поверхность алюминиевого профиля должна быть чистой, без дефектов, таких как трещины, отслоения, коррозия и пузыри, а также без дефектов, таких как пятна коррозии, электрические прожоги, черные точки и отслоение оксидной пленки.
2. Идентификационная проверка
Текст на поверхности корпуса из алюминиевого профиля, как правило, печатается импортной струйной печатью, текст четкий, имеются общие знаки, такие как логотип товарного знака, производитель, адрес и номер телефона. Большинство реальных символов на поверхности поддельного алюминиевого шпона напечатаны обычными принтерами, символы размыты, производители и мониторы средние.
3. Толщина оксидной пленки
Корпус из высококачественного алюминиевого профиля можно использовать для измерения сопротивления давлению материалов алюминиевого шпона с помощью небольшого нагнетательного насоса. Внутреннее давление настоящего алюминиевого шпона относительно велико во время пескоструйной обработки и, как правило, может соответствовать или превышать требования соответствующих национальных стандартов для контрафактной продукции. Оксидная пленка алюминиевого профиля образуется в процессе анодирования, имеет функцию защиты и украшения и может быть обнаружена вихретоковым толщиномером.
4. Качество уплотнения
После анодирования на поверхности алюминиевого профиля останется много зазоров. Если он не герметизирован или плохо герметизирован, коррозионная стойкость корпуса из алюминиевого профиля будет снижена. Обычными методами проверки качества уплотнения являются кислотное выщелачивание, метод пропуска и метод фосфорно-масляной кислоты. При осмотре на месте обычно используется метод кислотного выщелачивания, то есть поверхность алюминиевого профиля очищается ацетоном для удаления масла и пыли, а азотная кислота с объемным соотношением 50% капает на поверхность и осторожно очищается. Через 1 мин азотную кислоту смывают водой, затем подсушивают и капают на поверхность каплю медицинского пурпурного сиропа. Через 1 минуту сотрите фиолетовый сироп и тщательно очистите поверхность. Внимательно следите за следами. Плохо закрытые алюминиевые профили оставят заметные следы. Чем тяжелее след, тем хуже качество герметизации.
В настоящее время большое количество корпусов алюминиевых профилей по-прежнему формируется методом токарной обработки, что связано со сложностью изготовления штампов для холодной экструзии. Следует отметить, что углы и резьба корпуса из обработанного алюминиевого профиля должны быть закруглены, чтобы избежать острых краев и заусенцев. В то же время в конструкции накатки соединительного кольца корпуса алюминиевого профиля не должно быть максимально возможного использования тканевых рисунков. Накатанные части гальванических деталей, обработанные накаткой с тканевым рисунком, неизбежно подвергаются коррозии в испытании на воздействие соляного тумана. Условно говоря, прямое соединительное кольцо с накаткой намного меньше подвергается коррозии в испытании на воздействие соляного тумана.
Качество корпуса алюминиевого профиля в основном зависит от качества алюминиевого профиля. На самом деле, еще одним важным фактором является формование корпуса из алюминиевого профиля. Формование корпуса из алюминиевого профиля определяет качество корпуса из алюминиевого профиля.
1. Качество поверхности
Материал корпуса алюминиевого профиля изготовлен из высококачественного сырья с высокой технической точностью, а поверхностный слой и внутренний слой кажутся гладкими и ровными. Поверхность алюминиевого профиля должна быть чистой, без дефектов, таких как трещины, отслоения, коррозия и пузыри, а также без дефектов, таких как пятна коррозии, электрические прожоги, черные точки и отслоение оксидной пленки.
2. Идентификационная проверка
Текст на поверхности корпуса из алюминиевого профиля, как правило, печатается импортной струйной печатью, текст четкий, имеются общие знаки, такие как логотип товарного знака, производитель, адрес и номер телефона. Большинство реальных символов на поверхности поддельного алюминиевого шпона напечатаны обычными принтерами, символы размыты, производители и мониторы средние.
3. Толщина оксидной пленки
Корпус из высококачественного алюминиевого профиля можно использовать для измерения сопротивления давлению материалов алюминиевого шпона с помощью небольшого нагнетательного насоса. Внутреннее давление настоящего алюминиевого шпона относительно велико во время пескоструйной обработки и, как правило, может соответствовать или превышать требования соответствующих национальных стандартов для контрафактной продукции. Оксидная пленка алюминиевого профиля образуется в процессе анодирования, имеет функцию защиты и украшения и может быть обнаружена вихретоковым толщиномером.
4. Качество уплотнения
После анодирования на поверхности алюминиевого профиля останется много зазоров. Если он не герметизирован или плохо герметизирован, коррозионная стойкость корпуса из алюминиевого профиля будет снижена. Обычными методами проверки качества уплотнения являются кислотное выщелачивание, метод пропуска и метод фосфорно-масляной кислоты. При осмотре на месте обычно используется метод кислотного выщелачивания, то есть поверхность алюминиевого профиля очищается ацетоном для удаления масла и пыли, а азотная кислота с объемным соотношением 50% капает на поверхность и осторожно очищается. Через 1 мин азотную кислоту смывают водой, затем подсушивают и капают на поверхность каплю медицинского пурпурного сиропа. Через 1 минуту сотрите фиолетовый сироп и тщательно очистите поверхность. Внимательно следите за следами. Плохо закрытые алюминиевые профили оставят заметные следы. Чем тяжелее след, тем хуже качество герметизации.