- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

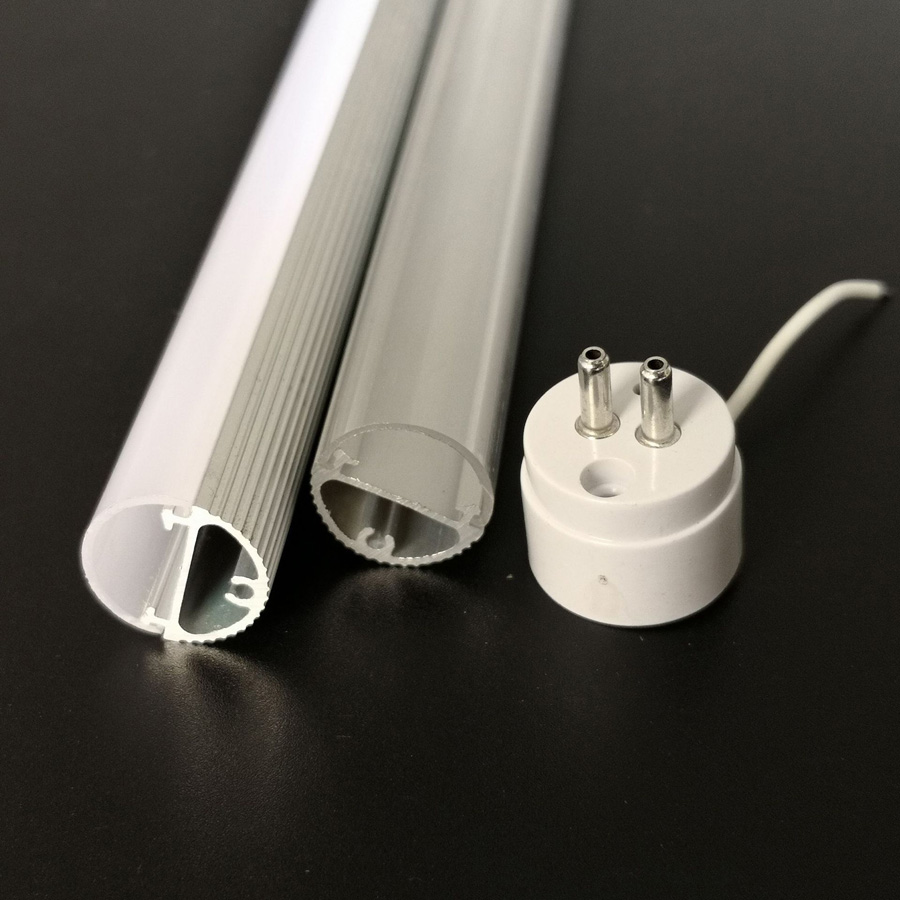
Борьба с образованием плесени при обработке пластиковых корпусов светодиодов
Борьба с образованием плесени при обработкесветодиодные пластиковые корпуса
При производстве и обработке пластиковых оболочек возникает сложная проблема, за которой следует решение проблемы масштабирования пластиковых оболочек. Многие любители горшков также знают некоторые решения по масштабированию форм для пластиковых оболочек.
1. Чтобы решить проблему масштаба плесени в пластиковой оболочке, нам нужно уточнить, что это причины. Затем обсудите, что это может привести к загрязнению пластикового корпуса. Когда реагент разложения сырья впрыскивается в пластиковую оболочку для формования, чрезвычайное напряжение сдвига текучести раствора, неправильная выхлопная труба и вызванное этим загрязнение формы часто представляют собой состав различных элементов, и его трудно устранить. узнайте, как развивается накипь плесени и как ее предотвратить, и может пройти несколько дней, прежде чем появится накипь плесени.
2. Если образование накипи в пресс-форме происходит внезапно, это может быть связано с изменением пластиковой оболочки в стандарте формования или из-за удаления и замены различных партий формовочного сырья. Во-первых, точно измерьте температуру расплава, чтобы проверить, растворился ли расплав (например, горящие частицы). Кроме того, проверьте, не загрязнено ли сырье для формования пластиковых оболочек посторонними химическими веществами, и следует ли использовать одно и то же сырье для устранения загрязнения окружающей среды. Дважды проверьте выпускную трубу шлифовального инструмента с пластиковым корпусом.
3. Проверить оборудование в работе: Использовать окрашенное литьевое сырье (кроме серого и черного). Примерно через 20 минут выключите пластиковую машину и снимите насадку и соединительный блок. Если он разбирается вместе со шнеком экструдера, проверьте сырье на наличие горящих частиц, изучите цвет сырья и быстро выясните источник загрязнения плесени.
4. Этот метод наиболее подходит для небольших пластиковых машин, в то время как более крупные экструдеры имеют диаметр шнека 40 мм. При формовании другого сырья удаление окалины также может улучшить качество пластикового корпуса. Эта предосторожность также относится к формованию горячеканальных систем.
5. Масштабирование формы абразива пластиковой оболочки приводит к дефектам внешнего вида изделий, полученных литьем под давлением, особенно пластиковой оболочки с травлением поверхности, а ремонт поверхности пластиковой оболочки может выполняться с помощью пескоструйной машины.
При производстве и обработке пластиковых оболочек возникает сложная проблема, за которой следует решение проблемы масштабирования пластиковых оболочек. Многие любители горшков также знают некоторые решения по масштабированию форм для пластиковых оболочек.
1. Чтобы решить проблему масштаба плесени в пластиковой оболочке, нам нужно уточнить, что это причины. Затем обсудите, что это может привести к загрязнению пластикового корпуса. Когда реагент разложения сырья впрыскивается в пластиковую оболочку для формования, чрезвычайное напряжение сдвига текучести раствора, неправильная выхлопная труба и вызванное этим загрязнение формы часто представляют собой состав различных элементов, и его трудно устранить. узнайте, как развивается накипь плесени и как ее предотвратить, и может пройти несколько дней, прежде чем появится накипь плесени.
2. Если образование накипи в пресс-форме происходит внезапно, это может быть связано с изменением пластиковой оболочки в стандарте формования или из-за удаления и замены различных партий формовочного сырья. Во-первых, точно измерьте температуру расплава, чтобы проверить, растворился ли расплав (например, горящие частицы). Кроме того, проверьте, не загрязнено ли сырье для формования пластиковых оболочек посторонними химическими веществами, и следует ли использовать одно и то же сырье для устранения загрязнения окружающей среды. Дважды проверьте выпускную трубу шлифовального инструмента с пластиковым корпусом.
3. Проверить оборудование в работе: Использовать окрашенное литьевое сырье (кроме серого и черного). Примерно через 20 минут выключите пластиковую машину и снимите насадку и соединительный блок. Если он разбирается вместе со шнеком экструдера, проверьте сырье на наличие горящих частиц, изучите цвет сырья и быстро выясните источник загрязнения плесени.
4. Этот метод наиболее подходит для небольших пластиковых машин, в то время как более крупные экструдеры имеют диаметр шнека 40 мм. При формовании другого сырья удаление окалины также может улучшить качество пластикового корпуса. Эта предосторожность также относится к формованию горячеканальных систем.
5. Масштабирование формы абразива пластиковой оболочки приводит к дефектам внешнего вида изделий, полученных литьем под давлением, особенно пластиковой оболочки с травлением поверхности, а ремонт поверхности пластиковой оболочки может выполняться с помощью пескоструйной машины.
Предыдущий:Причины повреждения светодиодного освещения