- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

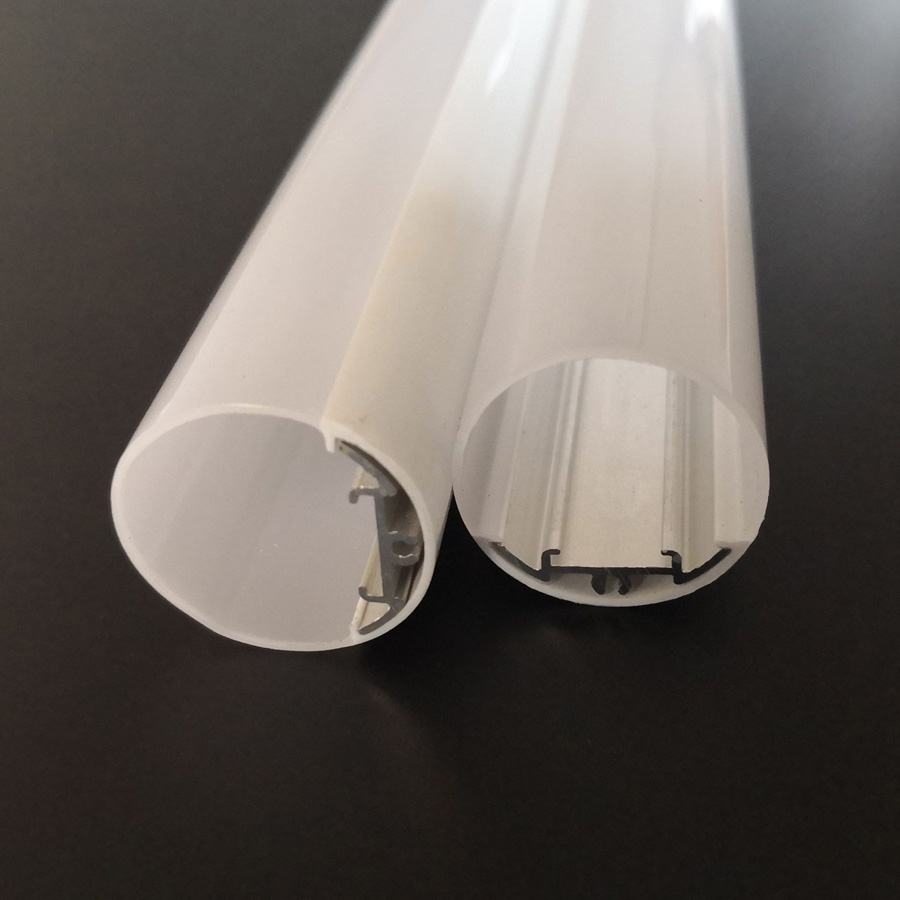
Причины и решения для поверхностного повреждения корпуса светодиодного алюминиевого профиля
Причины и пути решения поверхностных поврежденийсветодиодный корпус из алюминиевого профиля
В настоящее время алюминиевые материалы все более широко используются в нашей жизни, а цена на алюминиевые материалы корпуса умеренная, а продажи на рынке очень хорошие. Алюминиевые профили и алюминиевые сплавы являются наиболее широко используемыми металлами после стальных материалов. Конструкционный материал по сравнению со стальным материалом. Основными преимуществами алюминия являются малый вес и коррозионная стойкость. Алюминий составляет всего около одной трети плотности стали.
Алюминий и алюминиевые сплавы как конструкционные материалы имеют много очевидных преимуществ; такие как хорошая теплопередача и электропроводность, сильное поглощение ударов и отражение света и т. д., алюминий и алюминиевые сплавы также обладают отличной формуемостью и свариваемостью; следующие причины повреждения поверхности корпуса из алюминиевого профиля и причины повреждения поверхности корпуса из алюминиевого профиля, обобщенные Hongfa Shunda, заключаются в следующем:
1. Бродяга или ликвация слитка на поверхности слитка. Когда на поверхности слитка происходит большое количество сегрегации, а эффект однородной обработки или обработки гомогенизацией неудовлетворителен, в слитке присутствует определенное количество частиц твердого металла. Когда металл проходит через процесс экструзии. При работе в рабочей зоне эти отделенные поплавки или частицы твердого металла налипают на поверхность рабочего ремня или вызывают повреждение рабочего ремня, что в конечном итоге приводит к появлению царапин на поверхности профиля.
2. Когда шток вилки отправляет профиль с траектории выброса на маятник, профиль будет царапаться из-за чрезмерной скорости.
3. В незащищенных металлических или графитовых полосах на выпускном канале или на маятнике имеются твердые включения, которые при соприкосновении с профилем вызывают царапины на поверхности.
4. В полости пресс-формы или на рабочей ленте есть разные предметы, а твердость рабочей ленты низкая, поэтому поверхность рабочей ленты повреждается и царапается в процессе экструзии.
Решение для поверхностного повреждения алюминиевой оболочки:
1. Усилить контроль качества стальных слитков.
2. Во время производственного процесса вы должны осторожно откладывать его в сторону и стараться не перетаскивать и не переворачивать страницы по своему желанию.
3. Используйте мягкий войлок, чтобы отделить профиль от вспомогательных инструментов, чтобы свести к минимуму повреждение контакта между профилем и вспомогательными инструментами.
4. Улучшить качество технического обслуживания пресс-форм для обработки алюминиевых профилей, регулярно проводить азотирование пресс-форм и строго выполнять процесс азотирования.
В настоящее время алюминиевые материалы все более широко используются в нашей жизни, а цена на алюминиевые материалы корпуса умеренная, а продажи на рынке очень хорошие. Алюминиевые профили и алюминиевые сплавы являются наиболее широко используемыми металлами после стальных материалов. Конструкционный материал по сравнению со стальным материалом. Основными преимуществами алюминия являются малый вес и коррозионная стойкость. Алюминий составляет всего около одной трети плотности стали.
Алюминий и алюминиевые сплавы как конструкционные материалы имеют много очевидных преимуществ; такие как хорошая теплопередача и электропроводность, сильное поглощение ударов и отражение света и т. д., алюминий и алюминиевые сплавы также обладают отличной формуемостью и свариваемостью; следующие причины повреждения поверхности корпуса из алюминиевого профиля и причины повреждения поверхности корпуса из алюминиевого профиля, обобщенные Hongfa Shunda, заключаются в следующем:
1. Бродяга или ликвация слитка на поверхности слитка. Когда на поверхности слитка происходит большое количество сегрегации, а эффект однородной обработки или обработки гомогенизацией неудовлетворителен, в слитке присутствует определенное количество частиц твердого металла. Когда металл проходит через процесс экструзии. При работе в рабочей зоне эти отделенные поплавки или частицы твердого металла налипают на поверхность рабочего ремня или вызывают повреждение рабочего ремня, что в конечном итоге приводит к появлению царапин на поверхности профиля.
2. Когда шток вилки отправляет профиль с траектории выброса на маятник, профиль будет царапаться из-за чрезмерной скорости.
3. В незащищенных металлических или графитовых полосах на выпускном канале или на маятнике имеются твердые включения, которые при соприкосновении с профилем вызывают царапины на поверхности.
4. В полости пресс-формы или на рабочей ленте есть разные предметы, а твердость рабочей ленты низкая, поэтому поверхность рабочей ленты повреждается и царапается в процессе экструзии.
Решение для поверхностного повреждения алюминиевой оболочки:
1. Усилить контроль качества стальных слитков.
2. Во время производственного процесса вы должны осторожно откладывать его в сторону и стараться не перетаскивать и не переворачивать страницы по своему желанию.
3. Используйте мягкий войлок, чтобы отделить профиль от вспомогательных инструментов, чтобы свести к минимуму повреждение контакта между профилем и вспомогательными инструментами.
4. Улучшить качество технического обслуживания пресс-форм для обработки алюминиевых профилей, регулярно проводить азотирование пресс-форм и строго выполнять процесс азотирования.